光电行业
部分光电行业客户辅导案例





让
走进千家万户,影响“亿”万大众
打造
世界级示范企业
树立
精益管理标杆企业
帮助
企业导入精益管理
让
走进千家万户,影响“亿”万大众










铸造品牌
成就客户
团队成就
模式创新
崇高使命
理论创新
峰会论坛
传道受业
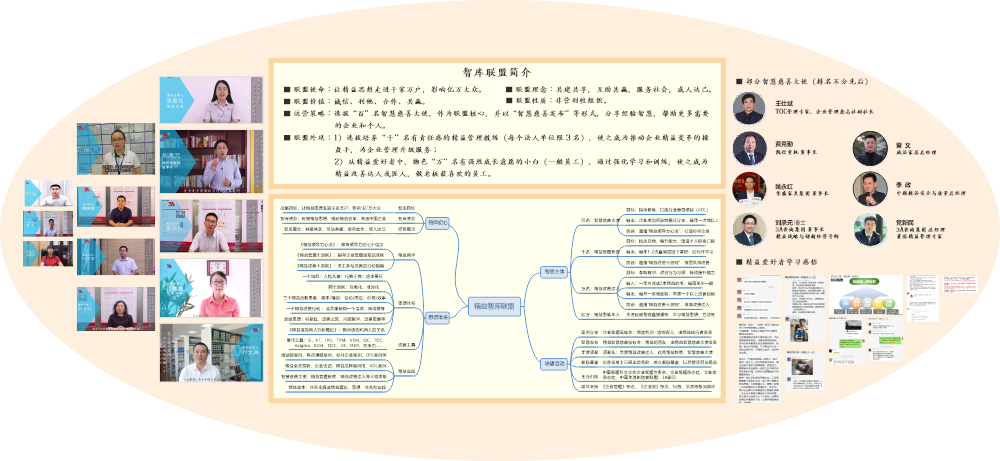
精益智库
智慧积累
2006年首提“制造强,中国强,管理改变中国”的新主张,并积极践行,铸造了卓越咨询

成立以来,3A顾问以客户价值最大化为目标,精益求精,务实创新,硕果累累
拥有卓越务实的顾问团队,全部来自于跨国企业。以下是总监及以上领导核心成员

首创手把手辅导的精益咨询模式,极大地提升了客户价值,收获了良好的客户口碑

2006年提出“百千万工程”,2020年升级为“百千万亿工程”,为中国制造崛起做出重要贡献

在汲取先贤智慧、世界成功企业经验的基础上,构建了适合中国企业实际的理论体系

2003年开始举办每年一届的中国企业(制造业)管理高峰会,并延续至今,影响深远

2007开始年在国内举办中国精益大讲堂,延续至今;2016年启动世界标杆企业游学项目

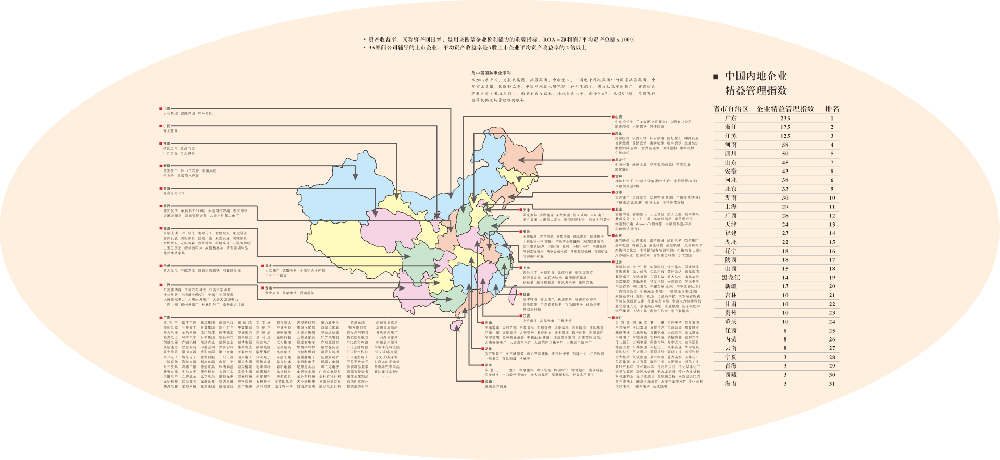
让精益思想走进千家万户,影响亿万大众
编著并发行广受欢迎的制造管理专业书籍30余册,发表管理论文数百篇